数控冲孔网种类:图案冲孔网、成型冲孔网、特厚冲孔网、微孔冲孔网、線(xiàn)切冲孔网、数控冲孔网等。
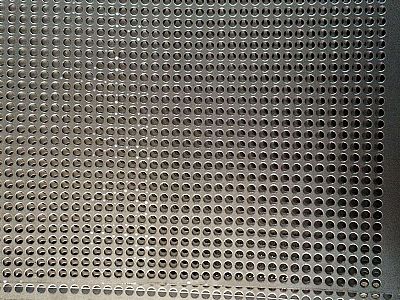
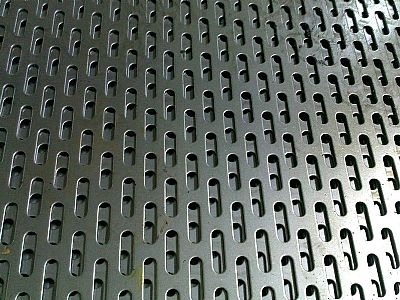
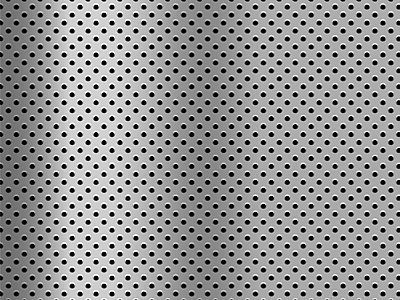
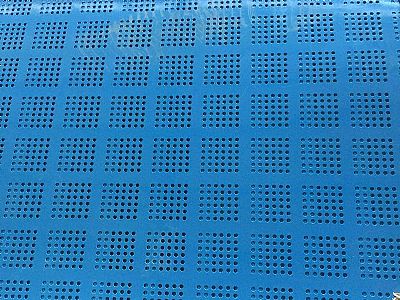
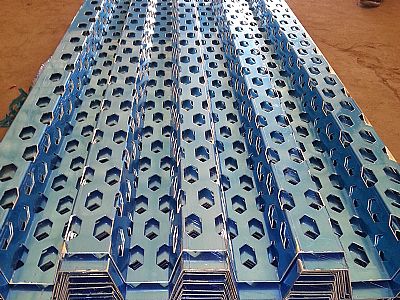
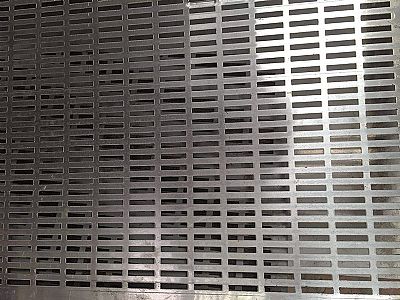
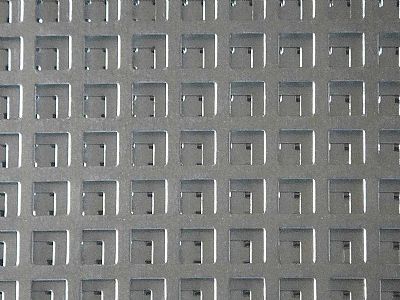
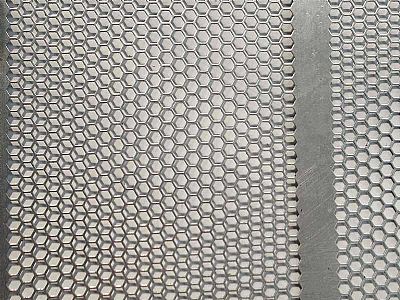
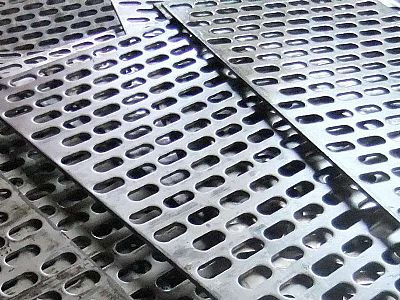
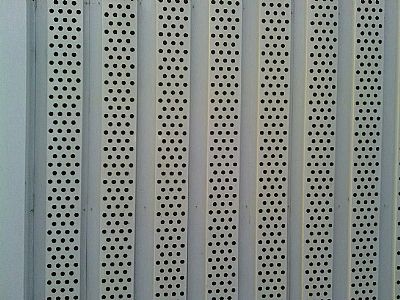
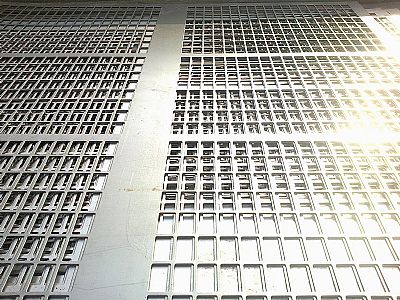
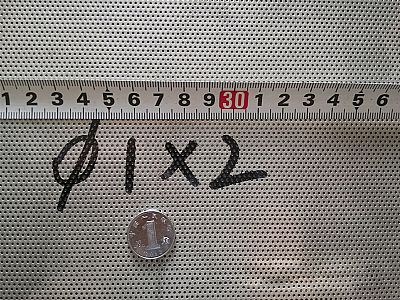
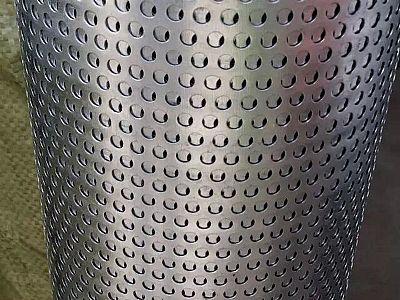
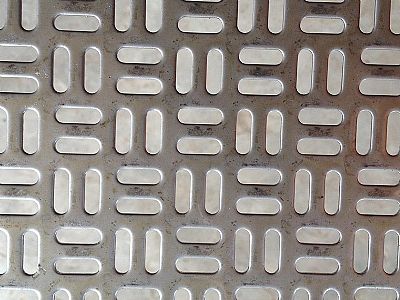
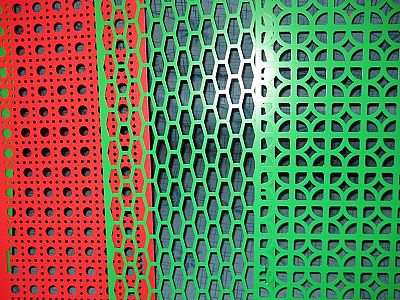
数控冲孔网孔型:長(cháng)方孔、方孔、菱形孔、圆孔、六角形孔、十字孔、三角孔、長(cháng)圆孔、長(cháng)腰孔、梅花(huā)孔、鱼鳞孔、图案孔、五角星形孔、不规则孔、起鼓孔等。
数控冲孔网材料:低碳钢板、不锈钢板、铝板、铝镁合金板。
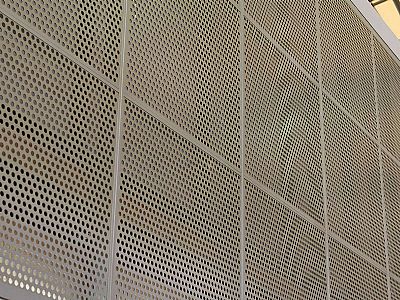
数控冲孔网特点:冲压而成;其性能(néng)耐弯曲、抗老化、不易生锈,用(yòng)途广泛;网面平整、光滑、坚固耐用(yòng)。
数控冲孔网用(yòng)途:金属冲孔网,广泛用(yòng)于空气隔音板,天花(huā)板装饰,机械设备防护罩,尘磨机筛、矿筛,厨房设备用(yòng)品,粮库的通风网,足球场渗水滤网,各种装饰展台,环保垃圾桶、环保桌椅等等。
编程是数控冲孔的重要技术,冲孔网产品质量的好坏很(hěn)大程度上取决于编程这个重要的环节。
不同控制系统的数控冲床其数控编程指令是不相同的。

下面介绍曾威冲孔网厂数控冲孔冲孔网加工的编程。
数控冲孔加工的编程是指将镀金零件展开成平面图,放入X、Y坐(zuò)标系的第一象限,对平圆圈中的各孔系进行坐(zuò)标计算的过程。
在数控冲床上进行冲孔加工的过程是:零件图→编程→程序制作→输入NC控制和:斗按启动按钮→加工进行冲孔加工工艺的六个特点:一、冲孔顺序应从右上角开始,在右上角结束应从小(xiǎo)圆开始,然后是大方孔、切角,翻边和引源等放在*后。
二、冲压宽度不要小(xiǎo)于极厚,并且应禁止用(yòng)细長(cháng)模具沿横向进行冲切。
三、同样的模具不要选择两次。
四、一般不要用(yòng)和缺口同样尺寸的冲模来冲缺口。
五、不要用(yòng)長(cháng)方形冲模按短边方向进行步冲,因為(wèi)这样做冲模会因受力不平衡而滑向一边。
六、实行步冲时,送进间距应大于冲模宽度的。
24小(xiǎo)时咨询热線(xiàn):
15203386686
QQ在線(xiàn)咨询:
513931850
微信号:
15203386686